-

湖南索一建筑材料有限公司
主营:桥梁竹胶板,建筑模板,建筑木方

湖南索一建筑材料有限公司
主营:桥梁竹胶板,建筑模板,建筑木方 7
7
用竹胶板做模板,做出的构件表面光滑平整,可以节约抹灰工序。钢模板通常都是固定尺寸的。
工艺特点
1、带沟槽等厚竹片的制备
竹胶板
将大径级毛竹横截成竹段,铣去外节后纵剖成2-4块,再铣去内节进行蒸煮软化,然后在上压式单层平压机上加热加压,将弧形竹块展开成平面。后经过双面压刨将其加工成无竹青、竹黄的等厚竹片。
2、定型干燥
为了防止竹片在干燥过程中,使平整的竹片在横向弹性恢复力作用下产生卷曲变形,必须采用加压干燥的工艺与设备,使湿竹片在压力下加热,在解除压力时,排除水分和自由收缩。
3、竹片施胶
采用四辊涂胶机对竹片辊涂水溶性酚醛树脂胶,涂胶量为300-350g/㎡(双面层层过胶)。胶粘剂中可加入1%--3%的面粉、豆粉等作填充剂。填充剂可使竹片在涂胶后易在表面形成胶膜,热压时不易产生流胶现象,固化后可以改善胶层的脆性。
4、组坯
采用手工组坯,严格按照对称原则、奇数层原则和相邻层竹片纹理相互垂直的原则进行组坯。要求面板用材质好的竹片,材质较次的竹片作背板。面、背板的竹青面向外,竹黄面向内;芯板组坯时,则要求相邻竹片的朝向按竹青面、竹黄面交替依次排列。
5、预压与热压
⑴预压 为了防止板坯在向热压机内装板时产生位移而引起的叠芯、离缝等缺陷,在组坯后热压之前,要对板坯在室温下进行预压,使其粘合成一个整体材料。
⑵热压 采用热一热胶合工艺,其热压温度为140oC左右,单位压力为2.5-3.0MPa,热压时间按板材成品厚度计算,一般为1.1min/mm。
为了防止"鼓泡"现象的产生,在热压后期通常采用三段降压的工艺。段由工作压力降到"平衡压力",*二段由"平衡压力"降到零,*三段由零到热压板完成开张。
6、板材的接长与表面处理
竹材胶合板主要用作车厢底板,故要求板材长度与车厢长度相一致,而压制的板材较短故需进行接长。
板材的接长与表面处理包括端头铣斜面、斜面涂胶与搭接,热压接长、纵向裁边、板面涂胶与加覆纲丝网,再次热压使板面胶层固化和压出网痕等工序。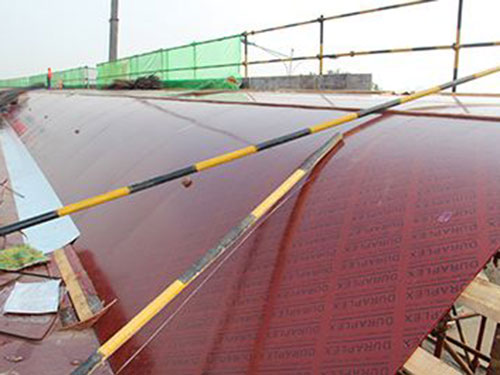
如何延长竹胶板使用寿命:
要想延长竹胶板的使用寿命,就要明确寿命不长的原因。首先是竹胶板本身质量不好,浸胶不足,热压压力大的不足造成的;其次,使用不当,乱丢乱放!针对以上问题,我们总结了以下方法:
首先,在产品选择方面,要尽可能选择不开胶、不起皮,镜面效果好,而且周转次数高;板芯竹帘纵横排列均匀整齐、高浓度酚醛胶、压力合理、厚薄度均匀的板子。
其次,在产品使用过程中:
1、模板裁锯
选用胶合板**合金锯片,直径为300mm、120齿,好用带导轨的锯边机,尽量保持锯边齐整,转速4000转/分,如需要不规格的几何形,可用高速手提电锯现声锯板,为防毛边、锯板和钻孔时,请将板下面垫实。
2、模板铺法
紧贴模板的木方,要纵向铺放,板缝尽量缩小,板与板之间要平整,木方规格5*10cm或10*10cm,板缝用镊子嵌平,或用不干胶带封好,以防漏浆和浆液污染板边,严禁与硬物撞撬、敲打、任意抛。
3、柱模
按尺寸裁开模板,预留穿墙螺丝位置,柱模用短脚手架四边锁紧,并立好斜撑。
4、拆模
严禁野蛮操作,轻卸轻放,谨防人为损伤。
5、模板再生
用后的模板如只是边角损坏,可裁小继续使用,还可做简易房墙板、中转平台、隔板等。
6、封边补漆
竹胶板出厂前已封边,新裁板或钻孔,请用防水酚醛系列油漆,将锯边或钻孔涂刷2次,切记如发现模板面有划痕,碰伤或其它较轻损伤,应补刷酚醛漆。
7、**模
先用脚手架上横铺木方,间距为0.4-0.6米所浇砼厚度**过200mm时,间距应调小。
8、墙模
模板后纵向铺放三根木方,再横铺三根木方联结,留好穿墙螺丝位置,立好斜撑,有条件可用钢管边接形成组合,大墙模直接吊装,也可以拆换单块竹模板。
9、清洁板面
使用前每次必须涂好脱模剂,使用后每次应及时清洁表面,严禁敲刮板面。
10、存贮码堆
每次周转下来,请垫好木方,对齐堆放在平整的地面上,板面不得与地面接触。长期存贮,要保持板面通风良好,防止日晒雨淋,并定期检查,请盖上防水布。